
ХӘ ТӘ үәБҰұнК§Р§КВ№КҪoУНМп°ІИ«Йъ®a(chЁЈn)»о„У(dЁ°ng)Һ§ҒнҳOҙуөД“pК§ЎЈҢҰ(duЁ¬)ДіУНМпөДТ»ЖрЖХНЁүәБҰұнГЬ·вК§Р§КВ№КЯM(jЁ¬n)РРБЛХ{(diЁӨo)ІйЈ¬НЁЯ^үәБҰұнК§Р§РОГІәкУ^СРҫҝЎўОўУ^У^Імј°»ҜҢW(xuЁҰ)іЙ·Ц·ЦОцөИ·Ҫ·ЁҢҰ(duЁ¬)К§Р§ФӯТтЯM(jЁ¬n)РРБЛ·ЦОцЎЈҪY(jiЁҰ)№ыұнГчЈ¬үәБҰұнК§Р§КВ№ККЗТтҸ—»Й№ЬЕc·вҝЪИыЎўЯB—UәёҪУІҝО»ҙжФЪәёҪУИұПЭЎЈҪЁЧhФ“УНМпҢҰ(duЁ¬)ФЪУГј°ҺмҙжөДН¬РНМ–(hЁӨo)үәБҰұнЯM(jЁ¬n)РРЧРјҡ(xЁ¬)ҷzІйЈ¬ҢҰ(duЁ¬)ҙжФЪУРәёҪУИұПЭөДүәБҰұнЯM(jЁ¬n)РРСa(bЁі)әёМҺАнЈ¬ТФГвФЩҙО°l(fЁЎ)ЙъК§Р§КВ№КЈ»ҢҰ(duЁ¬)әёҪУәуөДҪY(jiЁҰ)ҳӢ(gЁ°u)ЯM(jЁ¬n)РРЖЈ„Ъңy(cЁЁ)ФҮФҮтһ(yЁӨn)Ј¬ТФұЈЧCүәБҰұнқMЧгК№УГТӘЗуЎЈ
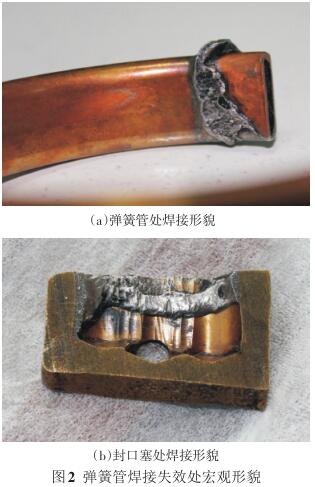
Ҹ—»Й№ЬКҪүәБҰұнКЗТФҸ—»Й№ЬһйГфёРФӘјюөДүәБҰңy(cЁЁ)Бҝ?jЁ©)xЎЈҸ—»Й№ЬФЪүәБҰәНХжҝХөДЧчУГПВЈ¬®a(chЁЈn)ЙъҸ—РФРОЧғЈ¬ТэЖр№Ь¶ЛО»ТЖЈ¬ЖдО»ТЖНЁЯ^ЙИРОэXЭҶӮч„У(dЁ°ng)ҷC(jЁ©)ҳӢ(gЁ°u)ЯM(jЁ¬n)РР·ЕҙуЈ¬ӮчЯfҪoЦёКҫСbЦГЈ¬п@Кҫұ»ңy(cЁЁ)үәБҰЎЈУНМпІЙУНҳдЙПөДУНүәүәБҰұнУГҒнұO(jiЁЎn)ңy(cЁЁ)УНҫ®ЦРУН№ЬөДүәБҰЈ¬ҪoІЩЧчИЛҶTәНјјРg(shЁҙ)ИЛҶTМṩЦШТӘөД…ў”ө(shЁҙ)РЕПўЎЈДіУНМпСІҫ®ИЛҶTФЪСІҷz•r(shЁӘ)°l(fЁЎ)¬F(xiЁӨn)ҫ®Ҳц(chЁЈng)ҙуГж·eОЫИҫЈ¬Ҫӣ(jЁ©ng)ҷzІйҙ_ХJ(rЁЁn)УНОЫКЗУЙІЙУНҳдЙПРНМ–(hЁӨo)һйY-100үәБҰұнГЬ·вК§Р§Ң§(dЁЈo)ЦВЈ¬ұнғИ(nЁЁi)И«ІҝКЗУНОЫЈ¬ұнұPЖЖБСЎЈФ“үәБҰұнК§Р§РОГІИзҲD1ЛщКҫЎЈУНМпәуҒнУЦ°l(fЁЎ)ЙъҺЧЖрүәБҰұнК§Р§КВ№КҫщһйН¬ЖЪЩҸИлөДРНМ–(hЁӨo)Y-100үәБҰұнЈ¬Я@ҪoФ“УНМп°ІИ«Йъ®a(chЁЈn)»о„У(dЁ°ng)Һ§ҒнҳOҙуөД“pК§ЎЈһйХТіцФ“оҗүәБҰұнК§Р§ФӯТтЈ¬ұЬГвҙЛоҗКВ№КФЩҙО°l(fЁЎ)ЙъЈ¬ҢҰ(duЁ¬)Ф“ЖрүәБҰұнК§Р§КВ№КЯM(jЁ¬n)РРБЛХ{(diЁӨo)Ій·ЦОцЎЈНЁЯ^ҢҰ(duЁ¬)К§Р§үәБҰұнәкУ^ЎўОўУ^РОГІөДСРҫҝТФј°»ҜҢW(xuЁҰ)іЙ·Ц·ЦОцЈ¬кUГчБЛФ“үәБҰұнК§Р§ФӯТтЈ¬МбіцБЛПа‘Ә(yЁ©ng)өДоA(yЁҙ)·АҙлК©ЎЈ

1 ФҮтһ(yЁӨn)·ЦОц
1.1 әкУ^РОГІ·ЦОц
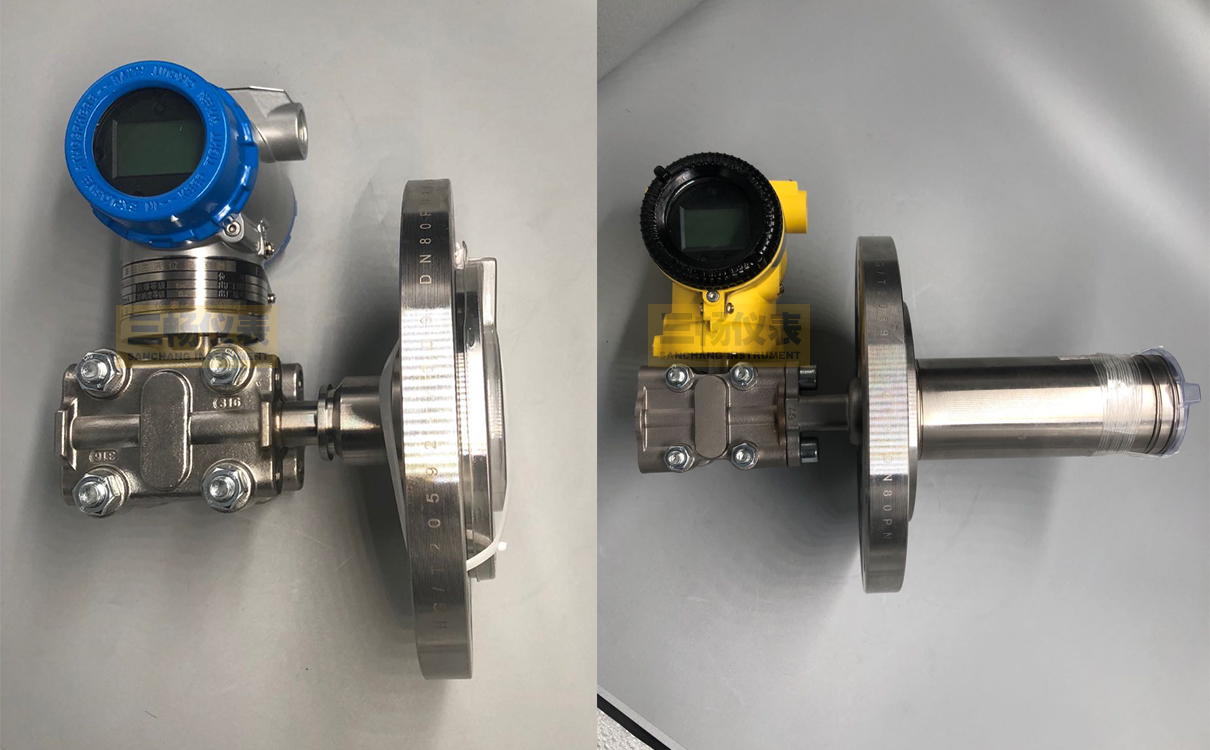
Ф“К§Р§үәБҰұнҸ—»Й№ЬНкИ«Г“ВдЈ¬·ЦҪвҸ—»Й№ЬәуҝҙөҪҸ—»Й№ЬЕc·вҝЪИыЯBҪУ¶Лјs1 cm¶ОғИ(nЁЁi)УРУНОЫЈ¬ёьЙоөДІҝО»ӣ]УРУНОЫЎЈУГҫЖҫ«ЗеПҙҸ—»Й№ЬЕc·вҝЪИыЯBҪУ¶ЛІҝЎЈҝЙҝҙөҪҸ—»Й№ЬЙПеaәёГжБПМоідІ»ҫщ„тЎЈәёҪУМҺҝЙДҝңy(cЁЁ)өҪәёҪУҡвҝЧИұПЭЈ¬ИзҲD2ЈЁaЈ©ЛщКҫЎЈҢўЕcЦ®ҢҰ(duЁ¬)‘Ә(yЁ©ng)өД·вҝЪИыәёҪУМҺУГҫҖЗРёоҢҰ(duЁ¬)ЖКЈ¬У^ңy(cЁЁ)өҪәёеaдҒХ№ГжІ»ҫщ„тЈ¬УРР§ЯBҪУ…^(qЁұ)УтІ»өҪЯBҪУГжөД50%Ј¬ИзҲD2ЈЁbЈ©ЛщКҫЎЈ
1.2 ОўУ^РОГІЕc»ҜҢW(xuЁҰ)ФӘЛШ·ЦОц
ҢҰ(duЁ¬)Ҹ—»Й№ЬөДҪрПаЯM(jЁ¬n)РР·ЦОцЈ¬ІЙУГИэВИ»ҜиFы}ЛбИЬТәёҜОg„©Ј¬АыУГРНМ–(hЁӨo)һйAX10өДҪрПап@ОўзRҢҰ(duЁ¬)Ҹ—»Й№Ьп@ОўҪMҝ—ЯM(jЁ¬n)РРУ^ІмЈ¬ИзҲD3ЛщКҫЎЈ
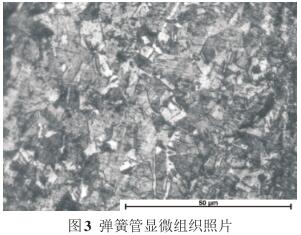
УЙҲD3ҝЙТФҝҙіцЈ¬Ҹ—»Й№Ьп@ОўҪMҝ—һйҶОПаαьSг~Ј¬п@ОўҪMҝ—ОҙҷzІйөҪГчп@ҠAлsЎЈТА“ю(jЁҙ)GB/T 6394—2002ҳЛ(biЁЎo)ңК(zhЁіn)ҢҰ(duЁ¬)Ҹ—»Й№Ьҫ§БЈ¶ИЯM(jЁ¬n)РРФu(pЁӘng)¶ЁЈ¬ҪY(jiЁҰ)№ыһй11јү(jЁӘ)ЎЈ
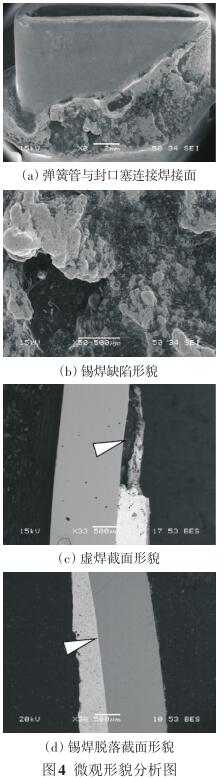
ҢўФ“үәБҰұнҸ—»Й№ЬГ“Вд¶ЛФЪ’ЯГилҠЧУп@ОўзRПВЯM(jЁ¬n)РРОўУ^РОГІЕcФӘЛШ·ЦОцЈ¬У^ІмөҪәёҪУ…^(qЁұ)УтәёБПдҒХ№І»ҫщ„тЈ¬Ҹ—»Й№ЬәёҪУІҝ·ЦҝҝҪь¶ЛГжМҺУРҙуЖ¬…^(qЁұ)Утӣ]УРәёеaЈ¬ИзҲD4ЈЁaЈ©әНЈЁbЈ©ЛщКҫЎЈЗРИЎҸ—»Й№ЬәёҪУҪШГжЈ¬У^ІмөҪҸ—»Й№ЬұнГжУРІҝ·ЦМ“әё¶Ој°әёҪУГ“Вд¶ОЈ¬ИзҲD4ЈЁcЈ©әНЈЁdЈ©ЛщКҫЎЈәёҪУҪУо^ҙжФЪБСјyЎўҠAФьЎўҡвҝЧөИИұПЭЈ¬ҢҰ(duЁ¬)ҪУо^өДмoБҰҢW(xuЁҰ)РФДЬөДУ°н‘Т»°гІ»Гчп@Ј¬ө«КЗҢҰ(duЁ¬)әёҪУҪY(jiЁҰ)ҳӢ(gЁ°u)өДЖЈ„ЪРФДЬУ°н‘…sК®·Цп@ЦшЎЈүәБҰұнҸ—»Й№ЬФЪ№ӨЧч•r(shЁӘ)КЬөҪІЁ„У(dЁ°ng)үәБҰөДЧчУГЈ¬әёҪУИұПЭҫН•ю(huЁ¬)Тэ°l(fЁЎ)Ҹ—»Й№ЬөДЖЈ„ЪК§Р§ЎЈ
ҢҰ(duЁ¬)әёҪУМҺЯM(jЁ¬n)РРОў…^(qЁұ)ДЬЧV·ЦОцЈ¬ИзҲD5ЛщКҫЎЈЖдЦРҸ—»Й№Ьһйјғг~ЦЖФмЈ¬әёБПЦчТӘіЙ·ЦһйPbәНSnЈ¬УРОўБҝөДAlЎўCoлsЩ|(zhЁ¬)ФӘЛШЎЈлsЩ|(zhЁ¬)ФӘЛШГчп@•ю(huЁ¬)У°н‘әёБПөДқҷ(rЁҙn)қсРФәНБч„У(dЁ°ng)РФЈ¬јУЦ®·вҝЪИыөДҺЧәОНвРОИЭТЧУРҡвП¶әНБСјyЈ¬К№әёҪУьc(diЁЈn)өДҸҠ(qiЁўng)¶ИПВҪөЎЈ
2 ҫCәПУ‘Х“
·ЦОцЙПКцФҮтһ(yЁӨn)ҪY(jiЁҰ)№ыҝЙТФҝҙіцЈ¬әёҪУЩ|(zhЁ¬)БҝІоКЗТэЖрҙЛҙОүәБҰұнК§Р§КВ№КөДЦчТӘФӯТтЎЈФ“үәБҰұнҸ—»Й№ЬЕc·вҝЪИыЦ®йgІЙУГеaәёЯBҪУЈ¬јҙАыУГөНИЫьc(diЁЈn)өДеaәёБПјУҹбИЬ»ҜәуЈ¬қBИлІўМоідҪрҢЩјюЯBҪУМҺйgП¶ЎЈБјәГөДеaәёәёьc(diЁЈn)‘Ә(yЁ©ng)Ф“ҫЯУРАО№МөДҷC(jЁ©)Рө№М¶ЁРФЈ¬әёеa‘Ә(yЁ©ng)НкИ«Ҫюқҷ(rЁҙn)Ј¬әёјюөДЭҶАӘЗеіюЈ¬еaәёГж№вББқҷ(rЁҙn)қЙЎЈҸДҸ—»Й№ЬЕc·вҝЪИыөДҢҰ(duЁ¬)ЖКГжҝЙТФҝҙіцЈ¬УРР§өДәёҪУЯBҪУГж·eІ»өҪ50%Ј¬әёҪУМҺУРДҝңy(cЁЁ)ҝЙТҠөДҡвҝЧИұПЭ;ҸДҸ—»Й№ЬЕc·вҝЪИыәёҪУМҺОўУ^РОГІҝЙТФҝҙіцЈ¬әёҪУМҺеaәёГжІ»ҫщ„тЈ¬Фь¶шІ»ҢҚ(shЁӘ)Ј¬еaәёГжІўОҙМоідөҪХыӮҖ(gЁЁ)…^(qЁұ)УтЈ»әёҪУьc(diЁЈn)өДEDSФӘЛШ·ЦІјҲDЦРҝЙҝҙіцУРОўБҝөДAlФӘЛШлsЩ|(zhЁ¬)ЎЈеaәёЩ|(zhЁ¬)БҝЕcәёҪУјюұнГжқҚғфіМ¶ИЎўәёҪУңШ¶ИЎўәёҪУ•r(shЁӘ)йgЎўәёҪУКЦ·ЁөИ¶а·ҪГжТтЛШУРкP(guЁЎn)Ј¬әёҪУИұПЭҢҰ(duЁ¬)Ҹ—»Й№ЬЕc·вҝЪИыәёҪУЯBҪУМҺөДЖЈ„ЪРФДЬУРәЬҙуөДУ°н‘ЎЈБнНвЈ¬әёҪУәуөДАд…sЯ^іМЦРЈ¬әёҝpҪрҢЩуw·eЧғ»ҜК№өГәёҪУЯBҪУМҺ®a(chЁЈn)ЙъҪMҝ—‘Ә(yЁ©ng)БҰЈ¬ТІ•ю(huЁ¬)У°н‘Ҹ—»Й№ЬөДЖЈ„ЪРФДЬЎЈ
Ҹ—»Й№Ь№ӨЧч•r(shЁӘ)МҺУЪ‘ТұЫ о‘B(tЁӨi)Ј¬КЬЖЈ„Ъ‘Ә(yЁ©ng)БҰЧчУГЈ¬ФЪіЦАm(xЁҙ)№ӨЧчЯ^іМЦРУРҝЙДЬҢ§(dЁЈo)ЦВҸ—»Й№Ь®a(chЁЈn)ЙъЖЈ„Ъй_БСЎЈҸ—»Й№ЬәёҪУО»ЦГҢЩУЪ‘Ә(yЁ©ng)БҰјҜЦРІҝО»Ј¬БСјy•ю(huЁ¬)ғһ(yЁӯu)ПИФЪФ“О»ЦГ®a(chЁЈn)ЙъЈ¬јУЦ®Ф“үәБҰұнҸ—»Й№ЬәёҪУМҺҙжФЪИұПЭЈ¬ТтҙЛјУЛЩБЛК§Р§ЎЈҢҰ(duЁ¬)УРәёҪУИұПЭөДүәБҰұнҝЙТФЯM(jЁ¬n)РРСa(bЁі)әёМҺАнЈ¬ТФГвФЩҙО°l(fЁЎ)ЙъК§Р§КВ№КЎЈ
3 ҪY(jiЁҰ)Х“әНҪЁЧh
1Ј©ФміЙүәБҰұнГЬ·вК§Р§КВ№КөДЦчТӘФӯТтКЗҸ—»Й№ЬЕc·вҝЪИыЎўЯB—UәёҪУІҝО»ҙжФЪәёҪУЩ|(zhЁ¬)БҝИұПЭЎЈ
2Ј©ҪЁЧhҢҰ(duЁ¬)Ф“УНМпҺмҙжТФј°ХэФЪК№УГөДН¬РНМ–(hЁӨo)үәБҰұнЧРјҡ(xЁ¬)ҷzІйЈ¬ҢҰ(duЁ¬)УРәёҪУИұПЭөДүәБҰұнЯM(jЁ¬n)РРСa(bЁі)әёМҺАнЈ¬ТФГвФЩҙО°l(fЁЎ)ЙъК§Р§КВ№КЎЈ
3Ј©ҪЁЧhүәБҰұнЦЖЧчЯ^іМЦРҢҰ(duЁ¬)әёҪУәуөДҪY(jiЁҰ)ҳӢ(gЁ°u)ЯM(jЁ¬n)РРЖЈ„Ъңy(cЁЁ)ФҮФҮтһ(yЁӨn)Ј¬ТФұЈЧCүәБҰұнқMЧгК№УГТӘЗуЎЈ









 кP(guЁЎn)ЧўОТӮғ ҢҚ(shЁӘ)¬F(xiЁӨn)№ІЪA
кP(guЁЎn)ЧўОТӮғ ҢҚ(shЁӘ)¬F(xiЁӨn)№ІЪA